Request
BUC E CNC
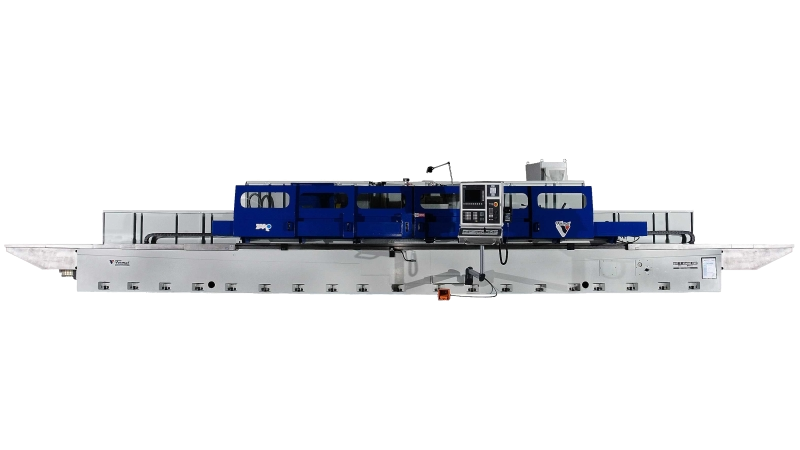
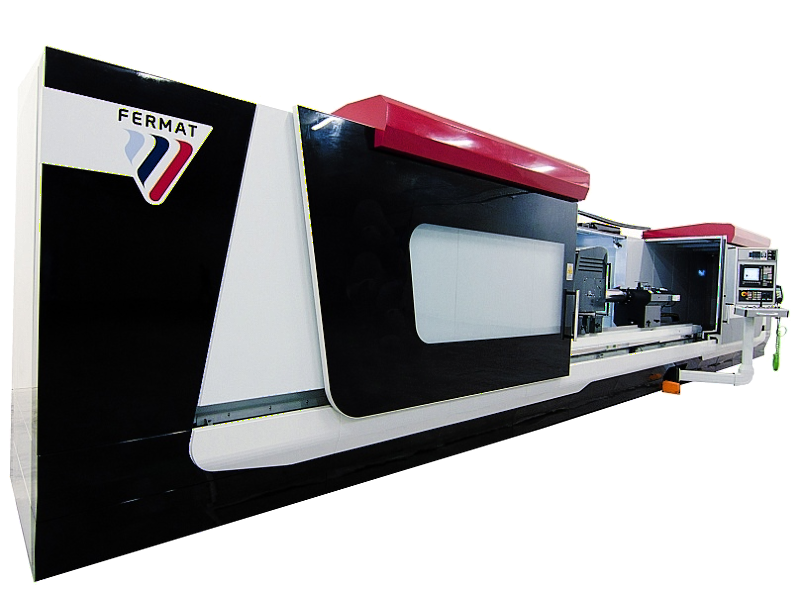
The BUC E CNC is a heavy‑duty universal CNC cylindrical grinder with three controlled axes X, Z and C. It is designed for precise external cylindrical and taper grinding using longitudinal and plunge methods, including profile and face grinding. Robust cast‑iron construction, ball screws and servomotors ensure excellent stability and accuracy when grinding workpieces up to 3000 kg.
BUC E CNC – heavy‑duty universal CNC cylindrical grinder
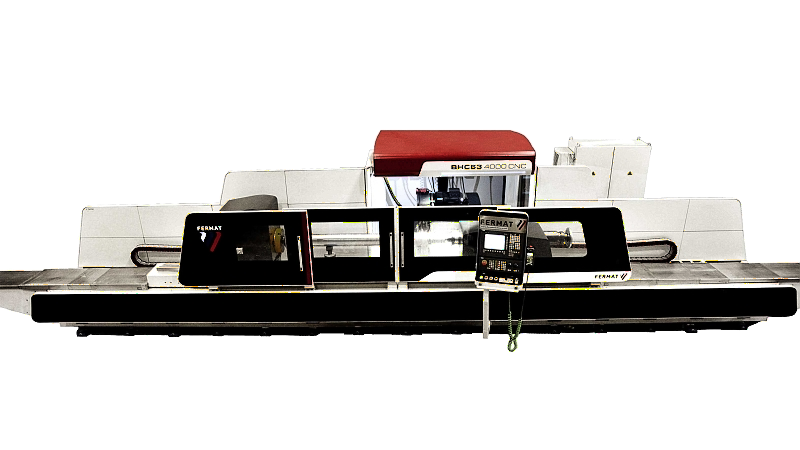
The BUC E CNC cylindrical grinder is a fully CNC‑controlled universal grinding machine designed for precise and stable grinding of large and heavy rotational workpieces. The machine is equipped with three CNC‑controlled axes:
X axis (grinding wheel head infeed),
Z axis (longitudinal table movement),
C axis (work head rotation).
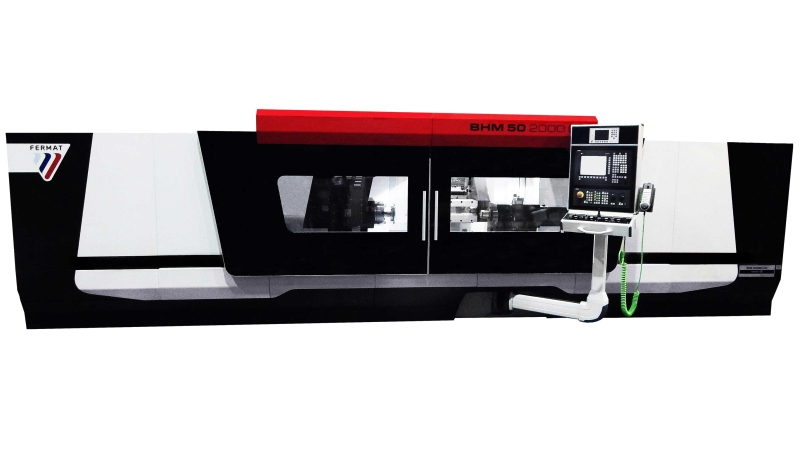
The BUC E CNC is primarily intended for external cylindrical and taper grinding, using both longitudinal grinding and plunge grinding methods. Standard capabilities also include profile grinding, grinding of transition radii and diameter changes. In addition, the machine allows face grinding, and when equipped with an optional internal grinding unit, it also enables internal cylindrical and taper grinding.
Workpieces can be clamped between centres, mounted in a chuck, or fixed on a magnetic table. The swivelling work headstock, grinding head and upper table provide excellent flexibility for precise taper grinding and complex grinding geometries. Thanks to this versatility, the BUC E CNC is suitable for a wide range of grinding applications in single‑piece and small‑batch production.
Both the grinding wheel head and the table are driven by high‑precision ball screws and servomotors, ensuring smooth motion, accurate positioning and excellent repeatability. The machine is designed for workpieces weighing up to 3000 kg per part, making it a true heavy‑duty CNC cylindrical grinding solution.
Machine bed and tables of the BUC E CNC grinder
The machine bed as well as the lower and upper tables are manufactured from high‑quality grey cast iron, providing exceptional rigidity and vibration damping. After casting, all components undergo a controlled ageing process to eliminate internal stresses.
All guideway surfaces on the bed and tables are precision‑machined on specialised guideway machines. A key step in achieving high accuracy is manual scraping, which ensures optimal sliding properties and extremely precise guidance.
The final manufacturing stage includes grinding of tables, beds, intermediate plates and seating surfaces. All these operations are carried out according to the strictest accuracy requirements. Both lower and upper tables are ground and inspected in compliance with the Machine Accuracy Protocol.
Grinding wheel head of the BUC E CNC cylindrical grinder
The FKS 180 × 610 L grinding wheel head has been designed for maximum radial and axial stiffness. It is fitted with angular contact spindle bearings, series 70 with increased stiffness (EX) from SNFA.
At the grinding wheel position, the hardened spindle shaft is supported by a quadruple bearing set arranged in a TDT configuration with spacers and medium preload (M). In the belt pulley area, a pair of bearings in DD configuration with the same preload is used, mounted in a floating arrangement. The entire bearing system is preloaded with a force of 1000 N.
Thanks to carefully selected components, the grinding wheel head allows a peripheral wheel speed range of 10–50 m/s. The replaceable cartridge housing is designed for a minimum maintenance‑free service life of 12 000 operating hours, while maintaining grinding wheel runout below 2 µm.