Request
BUB E CNC

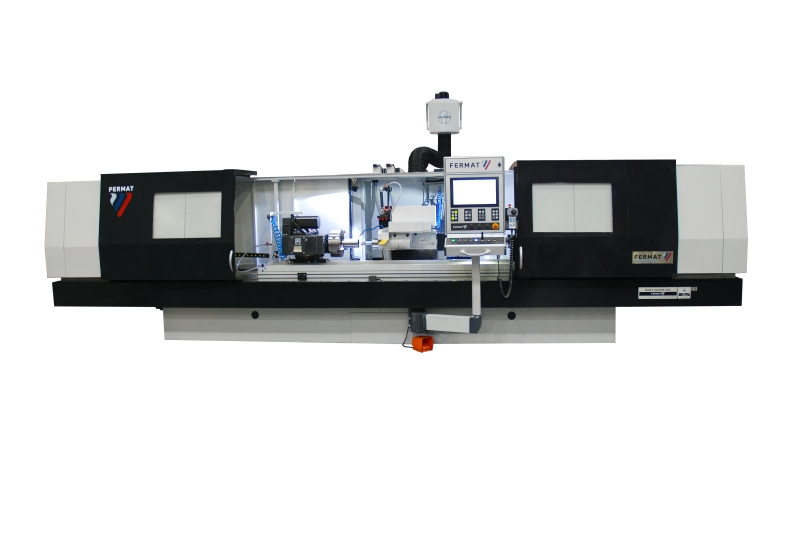
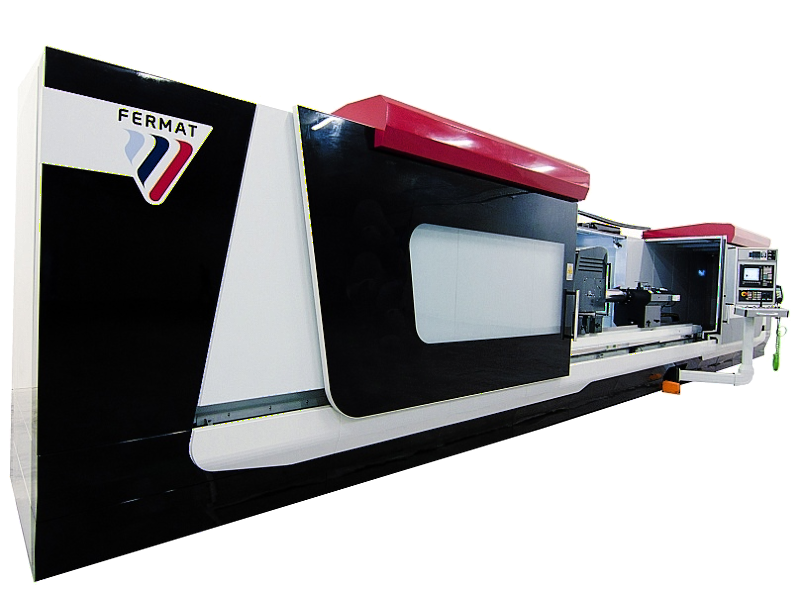
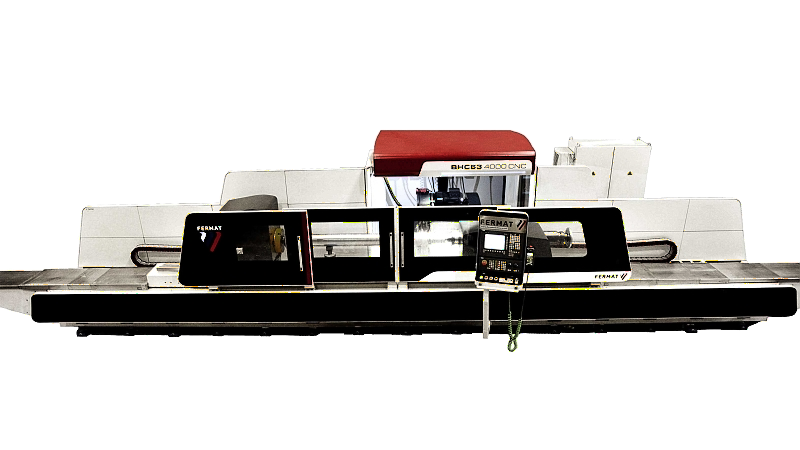
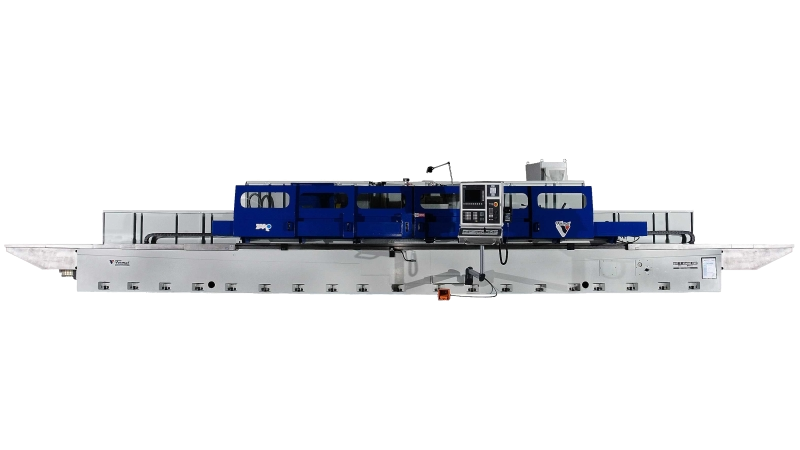
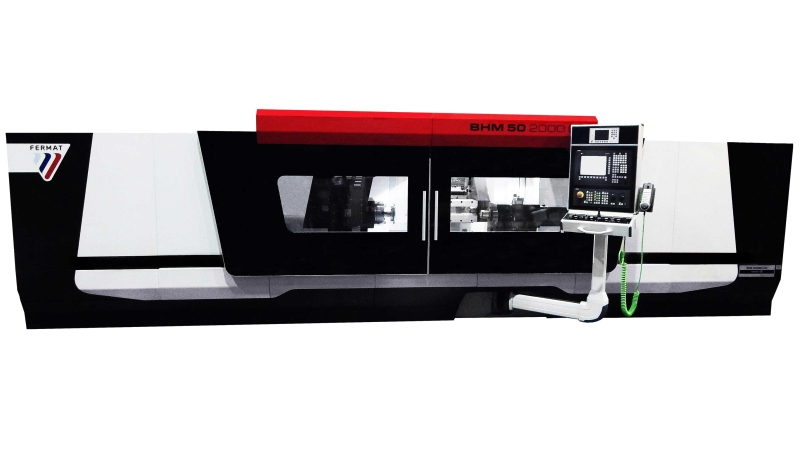
BUB E CNC - Cnc controlled grinding machine constructed for traverse and plunge-cut grinding of cylindrical and conical external surfaces. Or with internal grinding attachment for grinding of cylindrical and conical internal surfaces.
CNC controlled grinding machine BUB E
BUB E CNC is a fully CNC controlled grinding machine with controlled axis X (wheel head in-feed), Z (longitudinal table feed), and axis C (work head swivel).
This machine is primarily designed for controlled longitudinal and plunge-cut grinding of cylindrical and conical external surfaces. Matter of course is a shape-grinding and grinding of various transitions among different diameters. Grinding of face surfaces can also be performed as well as internal grinding of cylindrical and conical surfaces with internal grinding attachment (another version of grinder). Workpieces may be clamped between centers or by flying mode into the chuck. A drive headstock, grinding spindle, and upper table may be rotated for grinding of cones. It is possible to grind between centers or with live spindle with the workpiece being clamped into chuck or in the magnetic board.
Both grinding wheel head feed and table feed are controlled by ball screws and servomotors. Grinding machine series BUB E can be used in series and large series production (for workpieces up-to 500kg). Machine is equipped with Siemens 802D sl control system, optionally Siemens 840D sl or B&R.
Bed and table
The machine beds as well as the bottom and upper tables are made of high-quality grey cast iron. Casting of all parts is always followed by ageing process. All guide-ways surfaces of the machine bed and tables are further ground on a special slide-way grinding machine. Manual scrapping is the most essential for the machine accuracy. This process is used to ensure better sliding properties and more accurate guidance. Final process further continues with sharpening of all tables, beds, inner boards and bearing surfaces. All these processes are subjected to the strictest accuracy criteria. Both bottom and upper table are ground in accordance with the Protocol of Accuracy.
Grinding wheel head
Spindle angular contact bearings line 70 with increased stiffness line EX made by SNFA Company are used to achieve high radial and axial stiffness in the headstock FKS 156 x 510 L. There is a refined shaft in the place of grinding wheel placed on the quartet of bearings paired into TDT group with inner O-rings biased to middle M. There are two bearings paired into group DD with inner O-rings and middle M bias as well. This pair is placed in a sliding way. Bearings are charged with 1.000 N. The circumferential speed range of 10 – 50 m/s is ensured by suitably selected components. The replaceable body of grinding wheel head is designed to provide maximum of 12.000 maintenance-free working hours with peripheral runout less than 2 μm.